Настройка КИС
На нулевом участке
Настройка контрольно измерительной системы производится на специально подготовленном нулевом участке пути. На приводе стола отвода возвышения на линейке устанавливаем ноль при этом контакты маятника должны быть разомкнуты. Если контакты на маятнике в ту или другую сторону замкнуты регулируем их стяжкой.
Стяжка предназначена для регулировки и настройки автоуровня.
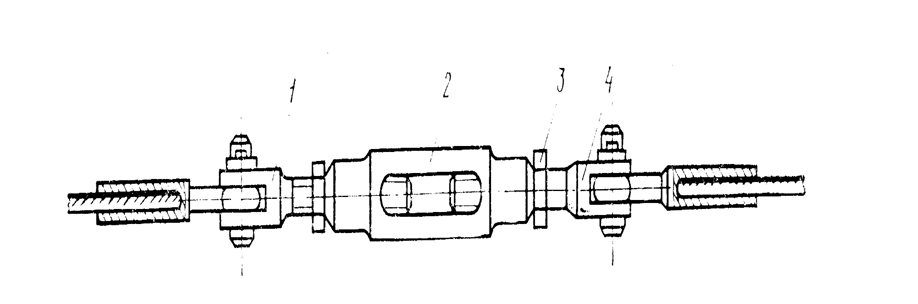
Муфта 2 одним концом соединена с вилкой 4, имеющая правую резьбу а другая с вилкой 1 , имеющая левую резьбу.
Поворот муфты при неподвижных вилках вызывает взаимное осевое перемещение последних, чем регулируется положение устройств, связанных с тросово-блочной передачей. Для предотвращения самопроизвольного изменения положения муфты относительно вилок на стержнях предусмотрены гайки 3, которые после регулировки завинчивают до прижатия их к муфте.
Настройка системы автомата продольного профиля
Настройка автомата производится на специально подготовленном нулевом участке пути. Этот участок должен представлять собой прямую с отклонениями точек в продольном профиле и в плане не более чем на ±2 мм от основного направления Отклонения по уровню также не должны превышать ±2 мм. После установки машины на нулевом участке в точках расположения измерительных роликов по правой рельсовой нити пути под серединой правого электромагнита и под осями передней и задней тележек машины путь нивелируют с одной установки нивелира. Желательно перед настройкой автомата продольного профиля производить нивелировку прецизионным нивелиром. Применение технического нивелира не обеспечивает необходимой точности и требует уточнения настройки автомата на основании данных выполнения выправочных работ машиной по сравнению с заданной подъемкой пути по точкам, что достаточно сложно и требует высокой квалификации наладчиков. Перед настройкой автомата продольного профиля выключают рессоры задней тележки.
По данным нивелировки рассчитывают толщину пластинок, которые необходимо подложить под измерительные ролики или под ролики электромагнита. При этом толщина пластинок не должна превышать 5 мм. Если требуется большая толщина пластинок, это значит, что участок пути для настройки автомата подготовлен плохо и имеются значительные отклонения точек пути от усредненного положения.
Состояние участка пути, выделенного для настройки автомата продольного профиля, может быть таково, что для установки электромагнита на одну прямую с точками пути под передней и задней тележками его требуется отпустить ниже головки рельса, что, естественно, невыполнимо. Поэтому точки пути под электромагнитом должны быть в одном уровне или несколько ( не более 2 мм) ниже, чем точки пути под передней и задней тележкой машины.
Автомат продольного профиля настраивают сначала по элементам последовательно, затем в целом для основной и корректирующей системы и наконец, для всего комплекса автомата продольного профиля.
Рихтующие ролики предназначены для повышения точности в пределах установленных допусков выправки рельсового пути в плане (рихтовка). Рихтующие ролики оснащены следящей системой, которая при изменение ширины колеи автоматически в процессе работы увеличивает или уменьшает расстояние между роликами, тем самым сохраняет неизменный зазор между роликам и головкой рельса от 1-1,5 мм.



0 комментариев